当你走进一家酱油厂,浓郁的酱香扑鼻而来;当你参观啤酒车间,麦芽的芬芳萦绕其间。这些独特风味的背后,也伴随着一项特殊的环保挑战——带着色、香、味的高浓度酿造废水,如何才能得到妥善处理?
作为深耕工业废水治理领域的技术服务商,山水环保已与多家知名酿造企业建立合作,深刻理解此类废水与传统生活污水的本质区别。本文带您走进这些“有滋味”的工厂,解析酿造废水处理的可行路径与实践经验。
一、酿造废水的“特别之处”:高有机质、高色度、波动性强
啤酒厂糖化、发酵车间排出的废水,酱油厂蒸煮、发酵环节产生的废水,均带有显著的行业特征:有机质浓度高、色度深、气味明显,且常伴随盐分偏高或pH值波动等问题。若未经妥善处理直接排放,不仅会对受纳水体造成负担,其特有的色度和气味也增加了治理难度。
我们理解,每家酿造企业都有其独特的工艺特点——酱油生产中的高盐废水、啤酒厂淡旺季排水量差异、醋厂废水的酸性波动等,决定了其废水处理方案无法简单复制。唯有结合具体工艺,才能实现稳定达标与运行经济性的统一。
二、一厂一策:从工艺溯源到量身定制
在处理酿造废水时,山水环保始终坚持“一厂一策”的技术路线。项目启动之初,我们的技术团队会深入企业生产一线,从原料投料、蒸煮发酵,到设备清洗、包装出库,逐一梳理各环节的排水节点与水质特征。重点关注:日排水高峰时段、季节性生产变化对水质的影响、清洗周期与浓度波动等关键数据。
在充分调研基础上,我们结合企业未来发展需求——是否计划扩产、是否有中水回用意向、是否关注沼气回收等资源化路径——量身定制处理方案。我们相信,一套好的环保设施,应当与企业的发展阶段相匹配,具备足够的灵活性与扩展能力。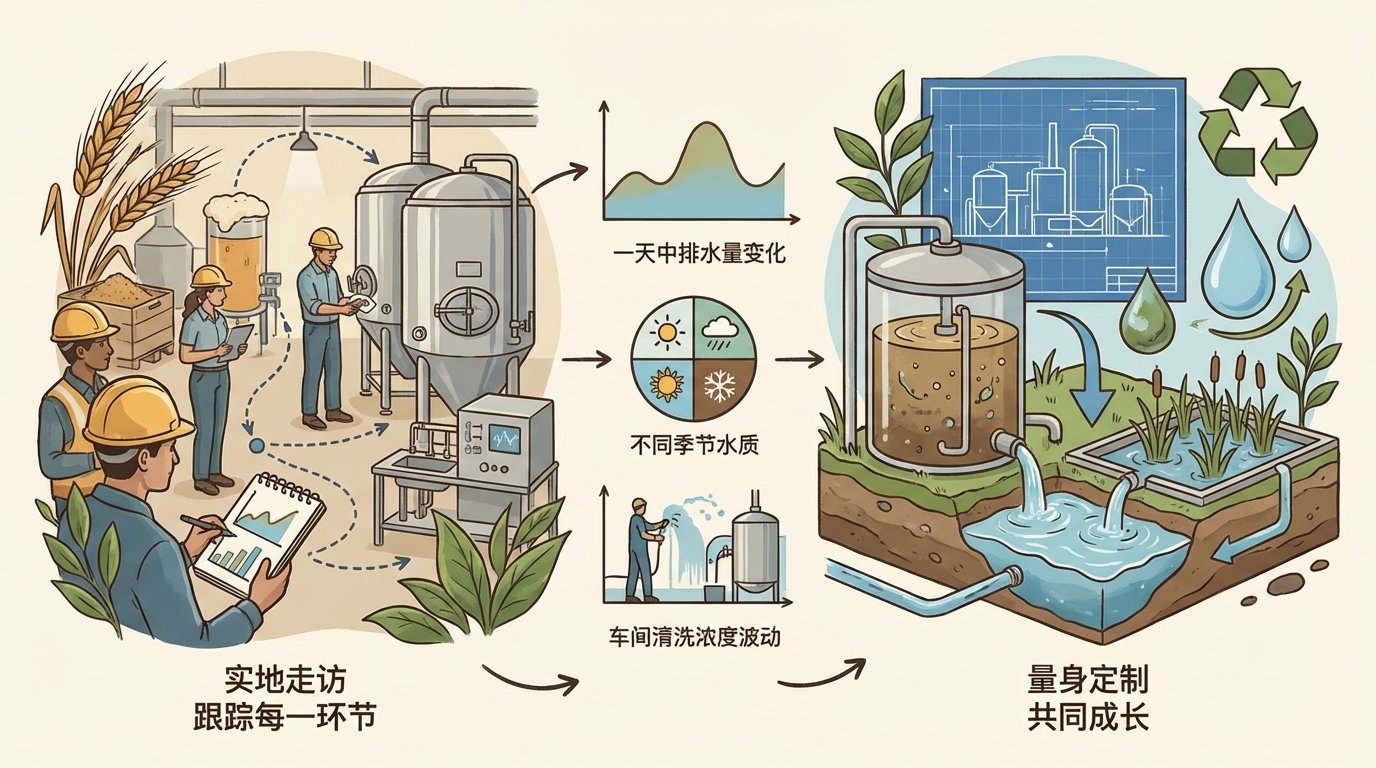
三、关键工艺环节:预处理—生物处理—深度处理
针对酿造废水高有机质、高色度、水质波动大的特点,山水环保在工艺设计上重点关注以下三大环节:
四、运行经济性与系统稳定性并重
我们深知,对于酿造企业而言,污水处理系统不仅要“达标”,还要“经济”。因此,山水环保在方案设计中,始终将能耗控制、药剂投加优化、污泥减量等运行指标纳入综合考量,力求在满足环保要求的前提下,降低吨水处理成本。
与此同时,系统稳定性是保障连续生产的基础。酿造企业生产节奏紧凑,污水处理系统必须具备较强的抗冲击负荷能力。我们的设计充分考虑了水质水量的波动空间,配备自动化控制与预警机制,确保在异常工况下仍能维持基本处理功能,避免因环保设施波动影响正常生产。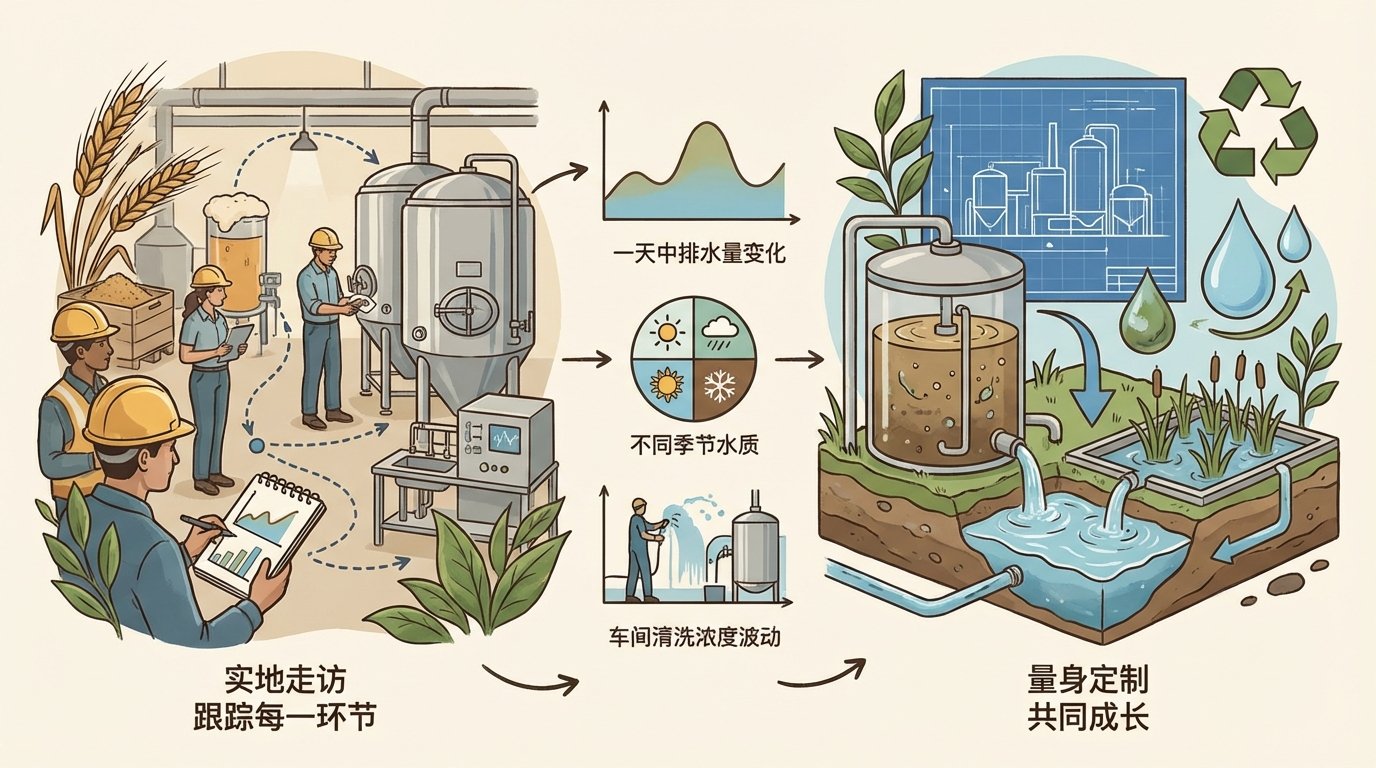
五、让传统风味与美好环境和谐共存
对山水环保而言,处理酿造废水不仅是一项技术工作,更是一种对行业特性的理解与尊重。我们走进每一家酱油厂、啤酒厂、醋厂,与生产管理人员深入沟通,在工艺与环保之间寻找最优平衡点。
当我们看到处理后的清水从厂区流出,当河流依然清澈如初,我们知道,传统酿造的美味与现代环保的要求,完全可以和谐共存。
这正是我们持续深耕的价值所在——让酿造事业行稳致远,让绿水青山常在。